
A háztulajdonos útmutató a fűrészlapokhoz

Kép jóváírás: anmbph / iStock / Gettyimages
Tól től szúrófűrészek A láncfűrészekhez széles körű fűrészlapot lehet választani, amelyek közül a megfelelő kiválasztása félelmet okozhat. A megfelelő pengére való keresés koncentrálásához kezdje meg néhány egyszerű válaszolással kapcsolatos kérdéssel:
- Milyen anyagot szeretne vágni?
- Milyen fűrészhez van szüksége pengére?
- Ha ez egy motoros fűrész, akkor milyen erős és milyen méretű pengét ajánlja a gyártó?
A fűrészlap anatómiája
Először is hasznos lesz néhány terminológia ismerete.
-
Méret: Az a átmérője körfűrész például a penge, vagy a szalagfűrészlap hossza és szélessége.
-
fogak: Az a rész, amely a fogakat darabolja, a fogakat per hüvelykben mérik, vagy TPI-ként. Általánosságban elmondható, hogy a több vagy finomabb fogakkal ellátott pengék simább vágást eredményeznek, míg a kevesebb vagy nagyobb fogakkal rendelkező pengék gyorsabban és agresszívebben távolítják el az anyagot, de durvabb vágást eredményeznek. Miért lenne jobb, ha kevésbé fogazott pengét használjon egyes projektekhez? Mivel minél több foga van egy pengével, annál lassabb a vágási sebesség és annál nagyobb a súrlódás és hő. A fogak karbiddal, gyémánttal, szilícium-karbiddal vagy alumínium-oxiddal végezhetők.
-
Fogak konfigurációja: A fogak alakja és csoportosítása befolyásolja a penge vágását, és például azt, hogy a legjobban működik-e hasadás, keresztmetszés vagy laminálás során.
-
Nyelőcső: Az íves tér minden fog előtt.
-
Bevágás: A penge vastagsága, és ezért a vágás szélessége.
-
Rake szög: A szög a fog felülete és egy képzeletbeli vonal között, amelyet a penge közepéből húzunk. A 18 és 22 fok közötti meredek szögek hatékonyabban vágják le és vágják le a lágyabb anyagokat. A sekély szögek a legjobbak a kemény anyagok esetében.
Milyen anyagot szeretne vágni?
A fogak számától, alakjától és az alapanyagból, amelyből a penge készül, vagy a fogakkal megvágják, a fűrészlapok különböző anyagokat vághatnak.
Faipari
Leginkább a fa a legtöbb fa vágás, ezért sok fűrészlap választható. Fogazatától függően egyes pengék jobban teljesítenek keresztmetszetben (a szemre merőleges fűrészelés), míg mások kiválóak a hasításnál (a szemmel párhuzamos vágás). A kombinált pengék mindkét feladatot elvégezhetik, és sokkal kényelmesebbek az alapvető barkácsoláshoz.
Íme a fogak számának tipikus felhasználása a fűrészlapokon:
- 16–24 fogak: bontáshoz / keretezéshez
- 32-50 fogak: mindenféle vágáshoz
- 60-80 fogak: Befejezési fokozathoz
- 100–140 fogak: Finom kivitelhez és fülkekészítéshez

Kép jóváírás: AHPhotoswpg / iStock / Gettyimages
Kőműves és csempe
Ezen anyagok fűrészlapjainak sima széle lehet fogak nélkül, és kevesebb lehetőség közül lehet választani. Megtalálható olcsó, rövid élettartamú pengék levág vagy csiszolókorongok, valamint a hosszú élettartam gyémánt végű pengék. A szegmentált és a folytonos felni pengék általában gyémánt hegyűek. Használhatók nedvesen vagy szárazon is; a nedves vágás hűti a pengét és meghosszabbítja élettartamát.
-
Vágókerekek: Olcsó csiszolókorongok, amelyek csiszoláshoz és kisebb forgácsoláshoz megfelelőek. Csiszolóanyag-kompozitból készülnek, amely a vágás közbeni csiszolással fogyasztja el magát.
-
Szegmentált penge: Ezek a hosszú élettartamú pengék kiválóan alkalmasak durva vágásra, amikor a sima felület nem jelent gondot.
-
Folyamatos felni: Csempe és gránit finom vágásához.
Fém
Ha a fogak kombinációja hasonló a favágó pengékhez, és a falazathoz használt vágókerekek, a fémlapátok drágábbak. A fémpengeken a fogak száma nagyobb, mint a fa esetében; a leggyorsabb vágópengék a 38 fogak tartományában vannak, a finomabb pengék pedig 60–80 fogak.
-
Vágókerék: Ez az olcsó súrolótárcsa vastag fém alapvető vágásokhoz gyorsan elhasználódik. Mivel törékeny, tartsa az ilyen típusú kereket védőtokban, ha nem használja.
-
Keményfém penge: Tartós penge, amely bármilyen típusú vastag vagy vékony fémeket átvág.
PVC és laminátum
Keressen pengeket, amelyeket kifejezetten ezen anyagok vágására terveztek.

Mitre látta.
Kép jóváírás: kuczin / iStock / Gettyimages
Késes fűrészlapok, aprító- és aprítófűrészek
A körfűrészlap kiválasztásakor alapvető fontosságú, hogy ellenőrizze, hogy megfelel-e a fűrészmintájának. A penge felületére kinyomtatják a penge méretét, a nyílás furatának méretét, a szegélyt, a fogak számát és a percenkénti fordulatokat (RPM).
Győződjön meg arról, hogy a penge közepén található lyuk (a kemencés lyuk) illeszkedik a fűrész tengelyéhez (vagy kemencébe). (Ne felejtse el, hogy sok kör alakú furattal ellátott pengének van egy betétje, amelyet ki lehet ütni, hogy egy gyémánt alakú fúrólyukkal rendelkezzen, abban az esetben, ha a fűrészén gyémánttengely van.) Ellenőrizze továbbá, hogy a fűrészlap maximális fordulatszáma kompatibilis-e a felszerelés.
Itt található néhány általános útmutató, de ellenőrizze a tulajdonos kézikönyvét:
-
Kézi körfűrészek: Ezek 4 1 / 2–7 1/4 hüvelykes pengéket használnak, és általában keményfém hegyűek.
-
Csempe fűrészek: Ezek 7 vagy 10 hüvelykes gyémánt végű pengéket vesznek igénybe.
-
Összetett gérfűrészek: A kézi körfűrészekhez hasonlóan ezek általában keményfém-pengék, de sokkal nagyobbak - 10–12 hüvelyk. Válasszon 60 fogú pengét és 2 ° -os negatív gereget a sima gérvágáshoz.
-
Forgácsoló fűrészek: Ezek fém vágására szolgálnak, és vágófűrészekként vagy csiszolófűrészekként is ismertek. Szilícium-karbid vagy alumínium-oxid-csúcsú csiszolólapátokat használnak, 14 hüvelyk átmérőjűek.
Ezen túlmenően, amint azt korábban kifejtettük, különféle fűrészlapokat terveztek meghatározott anyagok vágására.
Asztali fűrészek pengéi
Általában 10 és 12 hüvelyk közötti méretben kaphatók, az asztali fűrészek négy alapvető pengé típusát a fogak alakja vagy őrlése határozza meg.
Lapos felső darálók (FTG). A lapos felső daráló (FTG) pengék fogainak felső széle négyzet alakú a fűrészlaphoz képest. Más néven RAKERS, ezek a fogak gyorsan vágnak és tartósak, de nem eredményeznek tiszta vágást. Úgy tervezték, hogy letépjék. A 24 fogos FTG penge jó a gyors hasadáshoz, de nem vágja el nagyon simán.
Alternatív felső kúp (ATB) pengék. Az alternatív felső ferde (ATB) pengék fogainak felső széle szögben van, minden más fog váltakozó irányban "hajlik". Ez segít a pengék tiszta nyírásában. Minél meredekebb a szög, annál tisztább a vágás, de annál gyorsabb lesz a penge. A negyvenfogú ATB pengék univerzális pengékként kerülnek forgalomba, amelyek tiszta keresztezésnél és sakkánál kiválóak. A legtöbb keresztvágó pengének 60–100 ATB foga van, mivel minél több fog, annál tisztább lesz a vágás. Használjon 80 fogos ATB pengét finom lemezek, például rétegelt lemez, forgácslap, MDF, keménylemez, műanyag laminátum és melamin összehangolt vágásához, véséséhez vagy fűrészeléséhez.
Kombinált (ATBR) pengék. Az ilyen típusú pengék megtakarítják a nehézségeket, ha a hasító pengét keresztirányú pengére váltja. A kombinációs pengéknek 50 foga van, öt sorozatban elrendezve, amelyek mindegyike négy ATB fogat tartalmaz, amelyet egy gereblye követ. Az ATB fogai tisztán keresztezik egymást, amíg a gereblye hasad, így a kombinált pengék általános célú pengéknek tekinthetők. A 40 vagy 50 fogos univerzális vagy kombinált penge jól letép és keresztezi a vágást, és tisztább vágást eredményez, mint a 24 fogos penge. Ez a munka nagy részében jól működik, amelyet egy otthoni barkácsolás elvégz, de nem adagol olyan gyorsan, mint egy durvabb 24 fogos penge.
Hármas csiszolás (TCG). A hármas csiszolású (TCG) pengén lévő fogak váltakozva vannak a rakeri fog és a lemetszett fogak között. A lemetszett fog durván kiszorítja a vágást, és a gereblye megtisztítja. Ez a penge ideális sűrű anyagok, például műanyag laminátum és Corian, valamint színesfémek, például sárgaréz vagy alumínium fűrészelésére. A műanyag laminátum meglehetősen sűrű és kemény az ATB fogain, ezért ha gyakran dolgozik laminálással, fektessen be egy TCG pengébe. Ellenkező esetben az ATB pengének hamarosan utazást kell végeznie a hegyező felé.

Az előre mozgatható fűrész fém, kőműves, stukkó, üvegszál, kompozitok, fa, gipszkarton és egyéb elemek révén hajthat energiát - mindaddig, amíg a megfelelő pengével rendelkezik.
Késfűrészlapok
A dugattyús fűrészek fém, falazat, gipszkarton, üvegszál, kompozitok, fa, gipszkarton és egyéb anyagok révén izmozdíthatók, de fontos, hogy az anyaghoz megfelelő fűrészlap legyen. A TPI, amely 3 és 24 között van, meghatározza az anyagot, amelyet a kés vágni képes. Az alacsony TPI-vel rendelkező pengék jóak a fára, míg a magas TPI-vel rendelkezők jó a fémre. Mindig tartson legalább három fogat érintkezésben az anyaggal. Ez azt jelenti, hogy a vékonyabb anyagoknál nagyobb TPI-számú pengék szükségesek.
Az előre mozgatható fűrészlapok hossza 3-12 hüvelyk, különféle szélességekben. Válasszon szélesebb, vastagabb pengéket a hajlítás és a lengés csökkentése érdekében. A nagy teherbírású pengék általában 7/8 hüvelyk és 0,062 hüvelyk vastagok. A 0,035 hüvelyk vastagságú pengék megfelelőek a standard vágásokhoz, míg a 0,05 hüvelyk vastagságú pengék jobb stabilitással rendelkeznek. Válasszon rövidebb pengeket kúpos háttámlákkal a merülő vágáshoz.
A penge összetétele változó az ellentétes fűrészlapok esetében. Szénacél a pengék törés nélkül hajlanak, így kiválóan alkalmasak fa és műanyag vágására. Nagysebességű acél a pengék tartós fogakkal rendelkeznek, de valószínűbb, hogy eltörnek. Bi-fém pengék kombinálja a nagysebességű acélfogakat egy szénacél testtel, így hőálló, rugalmas pengét eredményez, amely ellenáll a törésnek, és hosszabb ideig tart, mint a többi penge. Használat karbid-as pengék kerámia-, üvegszál- és cementlapokhoz. Ezek általában nagysebességű acél vagy szénacél pengék, keményfém ráccsal impregnálva a vágóélre.

Legyen óvatos egy új szalagfűrészlap megnyitásakor - rugózni fog.
Pengék szalagfűrészekhez
A szalagfűrészlapokat hossz szerint adják el, ami fűrészenként változik; olvassa el a kézikönyvet. Választhat a pengék széles szélességéből (fogaktól a másik szélig mérve), TPI és fogak konfigurációi, valamint az anyagok - szénacél, bi-fém és keményfém közül.
Függetlenül attól, hogy hordozható szalagfűrészt vagy helyhez kötött fűrészt használ, ha egyenes vonalakat vág, menjen a legszélesebb pengével, amelyet a gép megfelelően feszíthet, általában 1/2 hüvelykes közepes méretű fűrészeknél. Használjon keskenyebb pengéket a görbékhez; minél szigorúbb a sugár, amelyet vágnia kell, annál szűkebb lesz a penge. Egy 3/8 hüvelykes penge körülbelül 1 1/2 hüvelyk sugarát képes levágni, míg egy 1/8 hüvelykes penge kisebb, körülbelül 1/8 hüvelyk sugárirányú képességet képes kezelni.
Az alapvető fogstílusok a szabályos, a kihagyható és a horgos. Szabályosfog a pengék általános rendeltetésű pengék; arányosan elosztott fogak jól elvágják mind a levágást, mind a kontúrfűrészt, és vékony anyagokat látnak el. A fogak vannak ugrik a fogat a pengék szélesebb távolságra vannak egymástól fogakkal, 0 ° -os szöggel, amely megakadályozza az eltömődést, így ez a penge ideális műanyagok, színesfémek és puha fák számára. Horogfoga A vastagabb fához, keményfahoz, fémhez és műanyaghoz általában használt pengék nagyobb fogakkal és mélyebbek 10 ° -os pozitív szöget zár be, így a penge agresszívebben jut az anyagba és vág gyorsabb.
Késfűrészlapok
A szokásos, 8–10 TPI-s fűrészlapokkal szinte bármilyen fa vágható. A szabványos pengén lévő fogak felfelé mutatnak, ami azt jelenti, hogy a fűrész vágja a felütést. A hátramenő pengék vágva vannak az alapvonalon, és kész anyagokkal - például laminált munkalap vagy vágott rétegelt lemez - vágására szolgálnak. A pengék különböző hosszúságú és szélességűek. A 3/8 hüvelyk széles penge képes kezelni a sekély íveket, de a szoros görbékhez válasszon egyet 1/4 hüvelyk széles.

A fogak különböző konfigurációja a fűrészlapokon. Fentről lefelé: Raker, hullámfogak és egyenes fogak.
Késfűrészlapok
A vékony, cserélhető pengék a fűrészszalaghoz 14-32 TPI tartományban vannak.
Raker fűrészlap. A fogak háromszögű sorba vannak rendezve, olyan konfigurációval, amely megkönnyíti a szabványos fémcsövek vágását.
Rendszeresen beállított fűrészlap. Fogai egymás mellett vannak elhelyezve, szóköz nélkül, de minden más eltérő szögben halad előre vagy hátra, ami ideális olyan puha anyagok vágására, mint a PVC.
W **avy penge. ** A fogak egymás mellett vannak elhelyezve, de az egyik oldalról a másikra enyhe hullámok vannak. Válassza ezt a pengét vékony fém, például fémvezetékek vágásához.
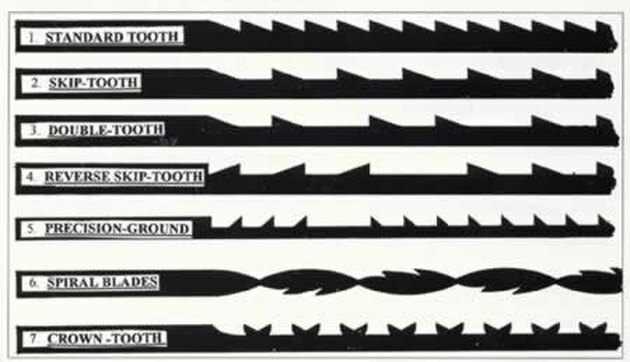
A fogak különböző konfigurációja a görgetős fűrészlapokon. Fentről lefelé: Normál fog, ugró fog, kettős fog, fordított ugró fog, precíziós föld, spirál penge és korona fog.
Pengék görgető fűrészekhez
Két fő kategóriát talál a görgetős fűrészlapokhoz -sima vég vagy tű végén. A tűs pengék vastagabbak és szélesebbek, és mivel nem férnek be egy kis lyukon, nem alkalmasak a bonyolult vágásra. E kategóriákon belül különféle típusok vannak:
Szabványos fogakés. A fogak azonos méretű és távolságra vannak egymástól, köztük a fa vágására szolgáló pengék és a fém pengék. A falapátok nagyobb fogakkal rendelkeznek, mint a fémkorongok, több helyük van közöttük.
Ugoró pengék. Ezekben a pengékben minden más fog hiányzik. A gömb sokkal szélesebb, ami a pengét hűvösebbé teszi a vágás során.
Kettős fogú pengék. Hasonló az átugoró pengéhez, de a két fogak közötti nagy gömbökkel. Ezek nagyon sima vágást eredményeznek, de lassabban vágnak.
Hátrameneti lapok. Ugyanúgy, mint egy ugrófogantyú, kivéve a pengék alsó felén lévő fogakat felfelé. Ez megakadályozza a kitépést vagy a darabolást a vágás alján, és ideálisvá teszi a pengét a rétegelt lemez vágásához. A penge felszerelésekor rögzítse úgy, hogy csak két vagy három fogak mutatnak az asztal fölé, amikor a fűrészkar a legmagasabb helyzetben van; ehhez szükség lehet a penge egy részének levágására.
Precíziósan őrölt pengék. Ezek olyan átugorókéses pengék, amelyek apró fogaikat alakjukhoz formálják, nem pedig reszelték, így sokkal élesebbé teszik őket, így egyenes vonalban vágnak, és nagyon sima vágást hagynak hátra.
Spirál pengék. Ezeknek fogai egészen körül vannak, így minden irányba vághatunk anélkül, hogy a munka megfordulna. Nagyon durva, széles vágást hagynak, nem tudnak vágni szűk vagy éles sarkokat, és hajlamosak nyújtásra.
Koronafog pengék. Ha a fogpárok egymással ellentétes irányba mutatnak, és az egyes készletek között van egy hely, a penge mindkét irányban felszerelhető a tekercsfűrészhez. Kicsit lassabban vágnak, mint a normál pengék, de jó munkát végeznek a műanyag és a plexi vágásánál. Amikor a penge elhull, fordítsa meg a másik oldal használatához.
Egyéb speciális pengék léteznek a műanyag, fém és üveg vágására.

Az összes marófűrész ugyanazokat a pengeket használja, amelyek hossza 6 3/8 - 6 1/2 hüvelyk.
Késfűrészlapok
Bár a különféle marófűrészeknek különböző méretű torokuk van (a penge és a keret közötti hézag), 4 és 6 hüvelyk közötti tartományban az összes marófűrész ugyanazokat a pengeket használja, amelyek hossza 6 3/8–6 1/2 hüvelyk. Megtalálja a fém, csempe, fa és műanyag használatra szánt pengéket.
Magas széntartalmú acél. A magas széntartalmú acélból készült pengék vékony színesfém vagy nem keményített acéllemezek egyenes vágására szolgálnak.
Keményfém. A kerámialapok pontos, ívelt vágásainak elvégzéséhez a volfrám-karbid acélból készült pengék a legjobbak.
Spirális fogak. Ezek a pengék szeletelnek műanyag, szilárd burkolat és puha agyag csempe segítségével. A penge minden irányba vág; éles fordulatokhoz csak a nyomás változása szükséges.
Legfeljebb 15 TPI durva pengék gyorsan áteresztik a fát. A 18 TPI vagy annál nagyobb finom pengék szoros görbéket hozhatnak létre, de lassabban vágnak.

Kép jóváírás: BLACK_FACTORY / iStock / Gettyimages
Pengék láncfűrészekhez
A fűrészlánc kiválasztásához meg kell ismernie a hangmagasságot, a nyomtávot és a meghajtó összeköttetések számát. A láncfűrész-sávnak meg kell jelennie a hangmagasságnak és a szelvénynek, és valószínűleg a kapcsolatok számának. Miután megkapta ezeket a tényeket, választása az Ön által előnyben részesített alapon történik.
Alacsony profilú vágók. Fűrészlánc-stílusok százai vannak, de a legtöbb kis fogyasztói láncfűrésznek ilyen láncstílusa van, amelynek lekerekített sugáréle és őrlési profilja van. Ezeket könnyedén újratöltheti bejelentéssel.
Félvágók. Ezeknek is egy kerek sugara van, de kerek rácsos élük van. Vágnak lassabban, mint a véső láncok, de gyakran élesebbek maradnak hosszabb ideig. Ideálisak lágy fák vágására. Nagyon könnyű beiktatni, és jól tolerálják az éles pontatlanságokat.
Teljes véső vágók. Négyzet alakú sugarakkal és kerek őrlési profilokkal ezek a fűrészláncok ideálisak a keményfa vágásához. Bár minden fafajtát gyorsabban vágnak, gyorsabban tompaak és rendszeres élezést igényelnek. Annak ellenére, hogy viszonylag egyszerűen benyújthatók, nem tolerálják az élesítés pontatlanságát.
Négyszögletes véső vágók. A teljes vésővágók speciális osztályát általában a szakemberek használják.
A penge karbantartása
Kövesse néhány útmutatást a jobb eredmények és a pengék hosszabb élettartama érdekében.
Védje a fogakat. A fűrészlapok repedhetnek vagy eltörhetnek, amikor leesnek vagy más szerszámokra ütköznek. A pengék felszerelésekor legyen óvatos. Tárolja azokat úgy, hogy ne érintkezzenek más pengékkel vagy bittel.
Tartsa tisztán a fogakat. A fűrészlapok a vágás során hatalmas hőnek és feszültségnek ellenállnak, felületükre szennyeződés és gumi halmozódik fel. Távolítsa el a lerakódást egy pengetisztítóval.
Tartsa élesen a fogakat. Ha úgy érzi, hogy a körfűrészlapok betáplálási ellenállása növekszik, vagy ha látja, hogy a vágás minősége romlott, vigye a pengét élesítéshez szakemberhez. Ha megpróbálja élesíteni őket, akkor kockáztatja, hogy elrontja a penge vágási geometriáját.